

Как производится сварка пропиленовых труб
Содержание
Для разводки сантехники в своём доме или квартире, как правило, требуется пайка пропиленовых труб своими руками, если, конечно, водопровод или отопление не делаются металлопластом или стальными трубами. Существует несколько типов сварочных аппаратов для ПП, но использовать можно любой из них, вне зависимости от его мощности, формы и стоимости. Вы с лёгкостью можете научиться делать это самостоятельно, о чём мы вам и расскажем ниже, а также покажем наглядные сведения на видео в этой статье. Пайка PPR Что нужно для пайки PPRПримечание. Английской аббревиатурой PPR и русской — ПП обозначают полипропиленовые трубы любого размера. В статье мы будем использовать такие обозначения. Сварочный инструментПаяльник пропиленовых труб Eral ER-01 (LUX)
 CANDAN СМ-04
 STURM TW-7218
 Насадки: а) парные, б) непарные
 Ножницы для PPR
Сварочные работы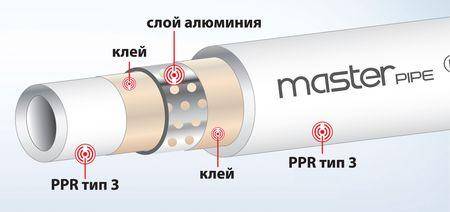 ПП RN25 с алюминиевой фольгой Прежде чем приступить к сварочным работам, вам нужно выяснить, какая перед вами труба — RN10, RN16, RN20 или RN25 — от этого будет зависеть способ пайки. Дело в том, что PPR RN10 и RN16 имеют цельную стенку, а вот RN20 и RN25 — армированы алюминиевой фольгой или стекловолокном. Только вот у RN20 армирующая фольга располагается посредине стенки, а у RN25 — ближе к основанию.  Зачистка PPR шайвером Близкорасположенная к верху алюминиевая фольга мешает пайке, так как при вхождении в насадку слой алюминия обнажается и получается, что ему придётся склеиваться с фитингом, но это понижает качество адгезии, а, следовательно — самого соединения. Поэтому, для RN25 используют шайвер, зачищая ним конец (верхний слой ПП и фольгу) как на фото вверху. Но такие трубы рассчитаны на постоянную температуру 95?C и скачок до 150?C, поэтому, их используют крайне редко (в основном — для централизованного отопления), к тому же, у них достаточно высокая цена.  Фитинги и краны из ПП Для стыковки применяются полипропиленовые фитинги, которые могут быть:
Кроме того, выпускают полипропиленовые краны, у которых эксплуатационный ресурс гораздо выше металла, поэтому, на магистрали лучше пользоваться ними. Крепёж такого трубопровода осуществляется за счёт пластиковых или металлических кронштейнов и клипс. Примечание. Для сварочных работ все рабочие элементы (PPR и фитинг) должны быть сухими и обезжиренными. Стыковать можно только одинаковые сечения. Таблица глубины погружения трубы в фитинг и время их нагрева/охлаждения: Сечение трубы (мм) Глубина сварочной посадки (мм) Время нагрева (сек) Время охлаждения (сек) 20 От 14 до 17 5-6 2-3 25 От 15 до 19 6-7 3-4 32 От 16 до 22 8-9 4-5 40 От 18 до 24 12-13 5-6 50 От 20 до 27 18-19 6-7 63 От 24 до 30 24-25 7-8 75 От 26 до 32 30-31 8-9 90 От 29 до 35 40-41 9-10 Этапы сварочных работ Пайка производится в несколько этапов, как это видно на верхней фотографии по фрагментам — вначале осуществляется нагрев фитинга и конца трубы, затем их одновременно освобождают от насадки и на третьем этапе стыкуют друг с другом. А вот здесь вам важно обратить внимание на таблицу, расположенную выше — там вы увидите на какое расстояние нужно загонять трубы в фитинг, сколько их греть в насадке паяльника и сколько охлаждать (удерживать) после стыковки. Если вы всё сделаете правильно, то в результате у вас должна получиться пайка, как это показано на разрезе (фрагмент фотографии №4). Эти параметры крайне важны, потому что при чересчур глубоком вхождении трубы в фитинг её конец упрётся в перегородку и расплющится, понизив проходимость, либо вообще устроит затор. Чтобы не ошибиться, перед нагревом на ПП поставьте карандашом или маркером метку на нужном расстоянии и ориентируйтесь по ней. ЗаключениеСледует обратить ваше внимание, что монтаж полипропиленового трубопровода гораздо удобнее производить блоками, а не по одному элементу — свариваете отдельно от трассы определённый фрагмент, а потом стыкуете его с общим контуром. Если при выполнении работ на первом месте у вас будет инструкция, которую вы получили выше, то у вас должно всё пройти без каких-либо форс-мажоров и соединения получатся качественными ( см.также статью «Соединение труб: трубопроводы и металлоконструкции»). Успехов!
|







© 2017 - 2026 stroitely-tut.ru Карта сайта
