

Сварка труб ПНД: технологии, оборудование и материалы
Содержание
В этой статье мы расскажем о том, как и с применением какого оборудования, выполняется сварка труб ПНД. Тема статьи актуальна, так как водопроводные и канализационные системы, собранные из полиэтилена, приобретают все большую востребованность. И это неудивительно, так как цена полиэтиленовых конструкций на сегодняшний день является очень привлекательной, даже в сравнении со стоимостью полипропиленовых аналогов. Но перед тем как перейти к описанию сварочного процесса рассмотрим, что собой представляют материалы, которые нам предстоит соединить в единый водопровод. Работа сварочного оборудования в полевых условиях Основные характеристики используемых материаловОтрезки труб для устройства водопровода Трубы ПНД изготавливаются из полиэтилена низкого давления, что обеспечивает их устойчивость к механическим нагрузкам в сочетании с эластичностью. Такой тип полиэтиленовых труб нашел широкое применение при устройстве безнапорных и напорных трубопроводов с температурой транспортируемой среды не выше +40 ?С. Кроме того, полиэтилен низкого давления может использоваться для устройства газораспределительных и канализационных коммуникаций, при условии что трубы обладают химической стойкостью к транспортируемым средам.  Газовая ПНД труба в бухте При изготовлении труб ПНД используется полиэтилен марки ПЭ80 и 100. Такие материалы соответствуют требованиям ГОСТ 18599-2001 (устройство систем водоснабжения) и требованиям ГОСТ Р 50838-2009 (устройство газопроводов). Отличить газовые трубы от водяных позволяет маркировка и боковая полоса. Для воды — полоса синяя, а для газа — желтая. Важно: Газовые трубы можно использовать при монтаже систем газо- и водоснабжения. Труба полиэтиленовая низкого давления изначально предназначена для подземной прокладки, но при необходимости может быть использована для внешнего монтажа. Изделие реализуются отрезками по 12 метров и бухтами по 100 и 200 метров. Важно: Труба, приобретённая в бухтах, задолго до начала сварных работ должна быть разложена на ровном месте для выпрямления. Соединение может быть выполнено двумя методами:
Если разъёмное соединение можно применить при устройстве водопровода, то при строительстве систем подачи газа допускается только сварка труб встык. Оборудование для соединения встык Станок в процессе проведения сварочных работ Оборудование под сварку ПНД труб встык представлено станками для работы в стационарных или полевых условиях. И те и другие модификации состоят из рамы (станины), на которой расположены центрующие зажимы, позволяющие осуществлять продольное перемещение спаиваемых деталей. Оборудование оснащается нагревательным элементом, периметр которого повторяет внешний диаметр труб. Кроме того, в комплект входит устройство для выравнивания торцов. Это механический инструмент, который одновременно выравнивает оба торца. Стационарные аппараты, как правило, полностью механизированы и перемещение труб по станине выполняется посредством домкратов. Некоторые мобильные станки предполагают необходимость в ручном передвижении спаиваемых элементов. Технология сварки встык Готовый стык после снятия зажимов Такая сварка ПНД труб своими руками актуальна для построения систем с диаметром 50 мм и больше. Совет: Как уже было сказано, для выполнения соединения встык потребуется сварочный аппарат, цена которого высока. Технология соединения полиэтиленовых изделий встык заключается в разогреве торцевых срезов до температуры плавления и в стыковке под давлением. Прочность полученного шва достаточная для долговременной эксплуатации полученного соединения, но при том условии, что это соединение будет использоваться неподвижно. 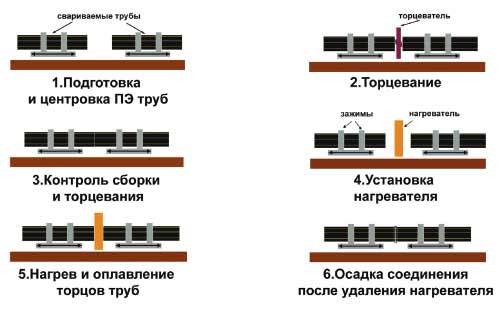 Схема пайки встык Инструкция стыковой сварки следующая:
Электромуфтовая сварка Электромуфтовое соединение большого диаметра Этот технологический процесс позволяет собирать полиэтиленовые трубы в единые системы с учетом высокой прочности соединения. Инструкция сварочных работ несложна и допускает возможность выполнения своими руками, без необходимости в услугах профессиональных специалистов. Принцип соединения двух труб в единое целое заключается в подаче напряжения на спираль, вплавленную в муфту для труб. За счет этого, муфта нагревается до требуемой температуры и плавится. Для того чтобы оплавить полимерную муфту, применяется специальный аппарат, подающий на фасонный элемент требуемое напряжение. Среди преимуществ технологии следует отметить следующее:
Технология проведения электромуфтовой сварки На фото — приваривание муфты
Важно: Нельзя резать трубы ножом или пилой, поскольку так не удастся добиться оптимального качества и ровности реза.
Важно: Ни в коем случае нельзя выполнять такую работу, используя наждачную бумагу, так как отдельные зерна абразива в полиэтилене сделают пайку негерметичной.
ВыводКак вы могли убедиться, сделать соединение труб ПНД своими руками не так уж сложно, если располагать соответствующим оборудованием. Больше полезной информации, которая пригодится при проведении монтажа, вы сможете найти, посмотрев видео в этой статье.
|







© 2017 - 2026 stroitely-tut.ru Карта сайта
